
Schneidkantenpräparation zur Steigerung der Wirtschaftlichkeit von Stanzprozessen
Ein Erfahrungsbericht
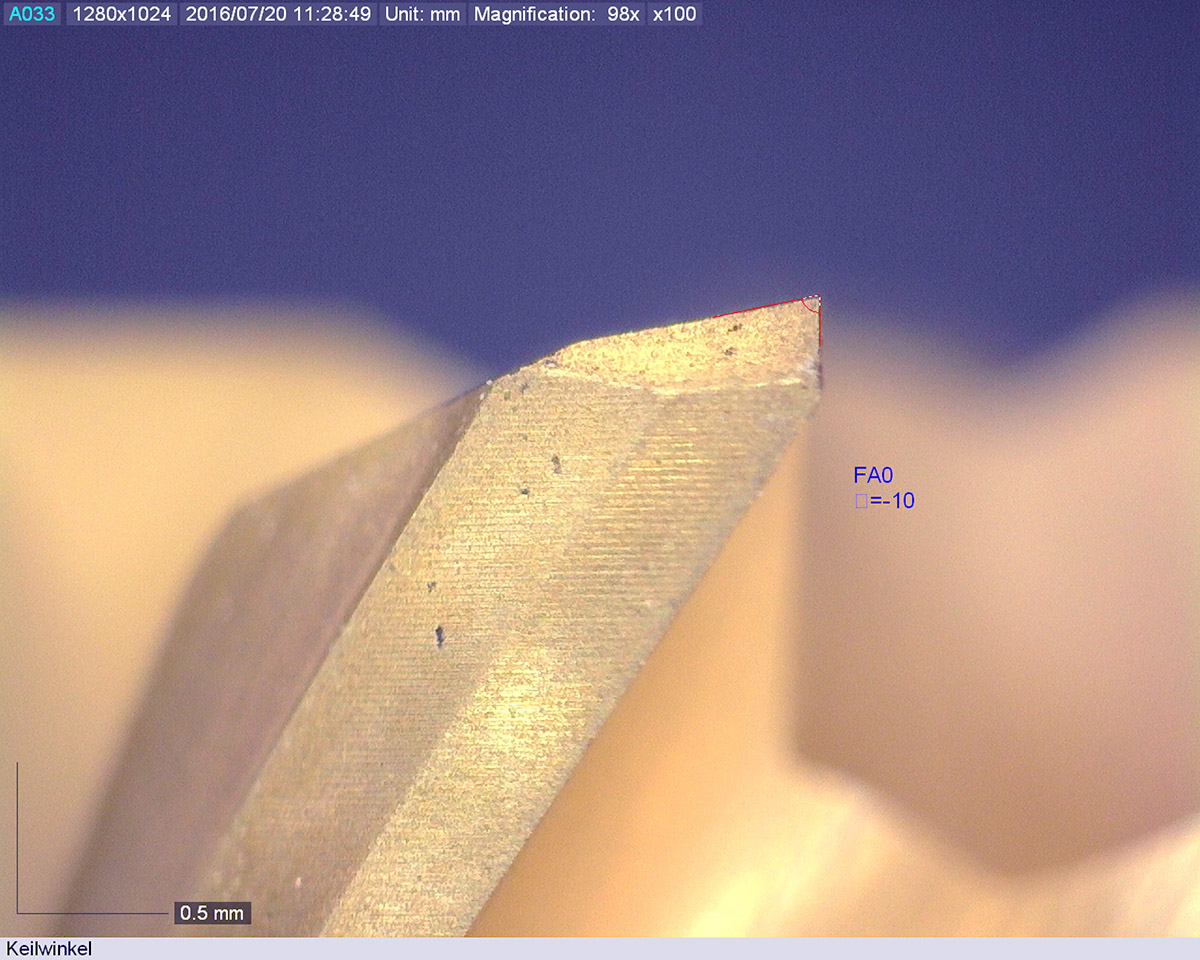

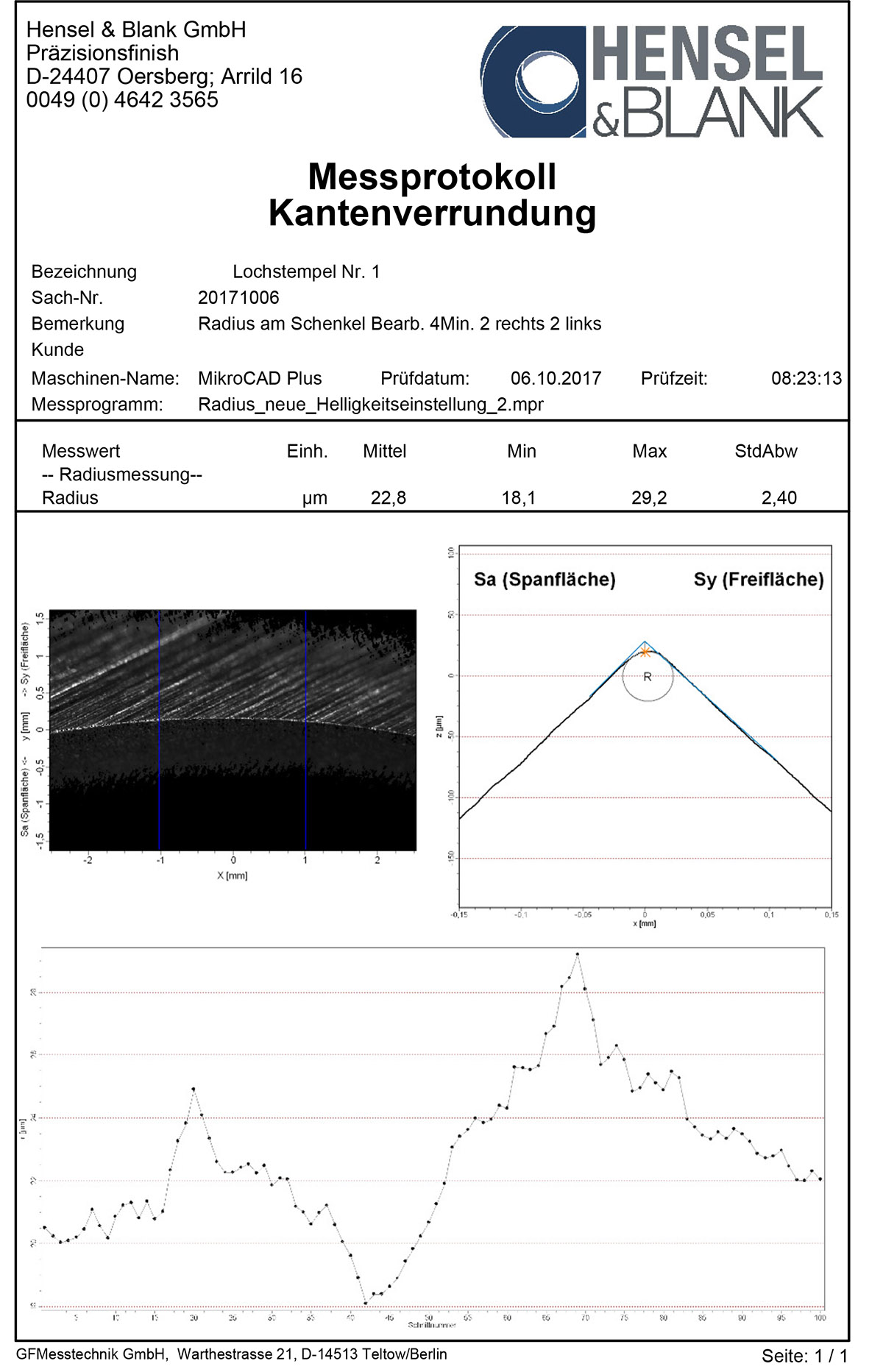
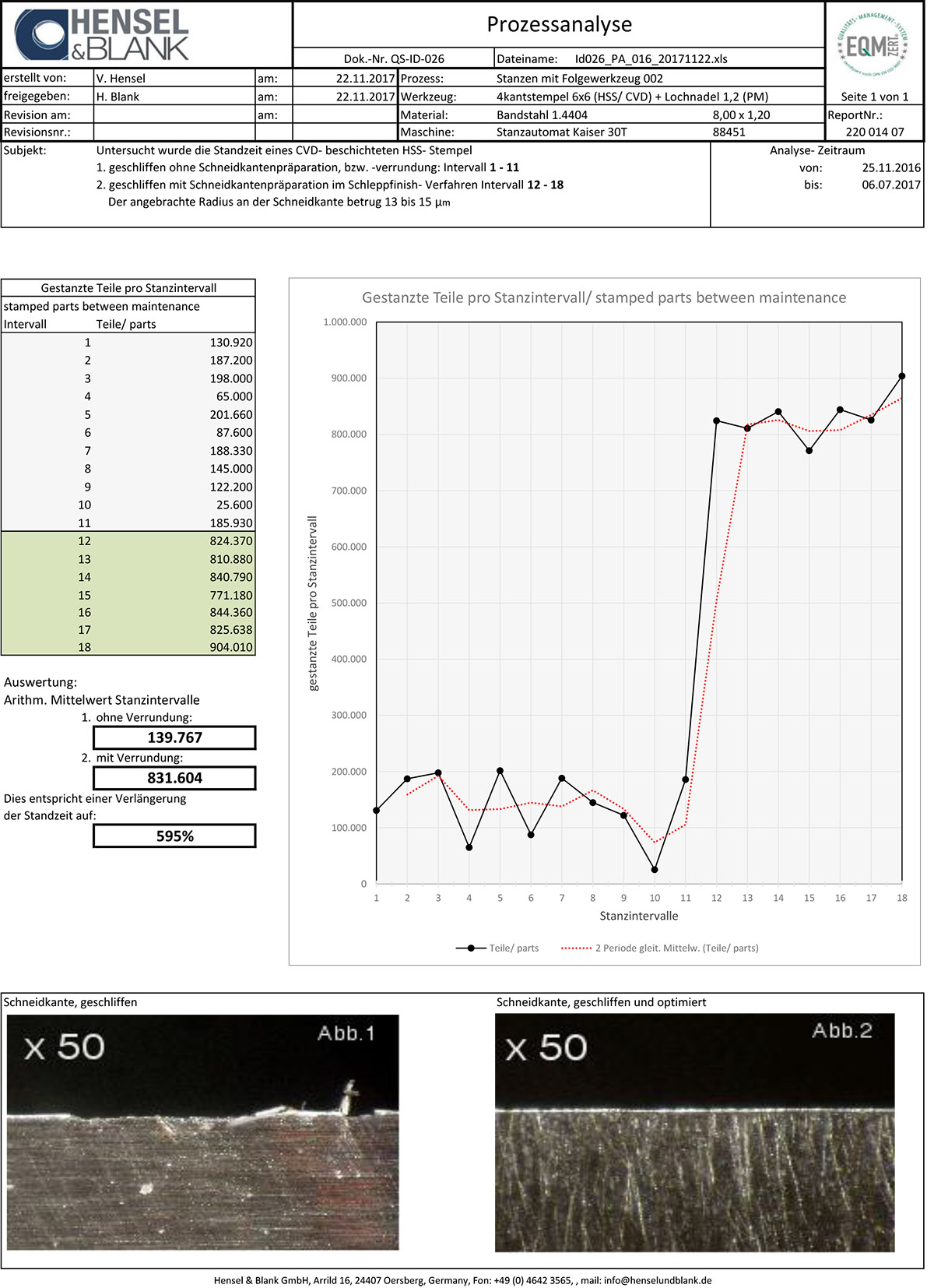
Im Rahmen eines Feldversuches haben wir in der eigenen Stanzerei die Stempel und Matrizen eines Folgeverbundwerkzeuges in unserer Schleppfinishanlage optimiert, nachdem wir über einen längeren Zeitraum mit konventionell geschliffenen Werkzeugen produziert haben. Es wurde 1.4404 mit t= 1,2 mm gestanzt. Besonders kritisch bezüglich Standzeit und Qualität der Schnittkante ist hier eine Lochnadel mit D= 1,3 mm (Verhältnis 1:1).
Es wurde in 10 Stanzintervallen ohne und in 8 Stanzintervallen mit Schneidkantenpräparation produziert.
Mit einem erstaunlichen Ergebnis: Die Standzeit des Werkzeuges hat sich um mehr als 500 % erhöht. Bei Fräswerkzeugen ließen sich ähnlich gute Ergebnisse erzielen.











